
欢迎访问泊头市欧曼特模具厂! 店铺星级: ☆☆☆☆☆
咨询热线: 18331783078
铸造铝合金铸件拥有众多的优势,使它成为铸造行业的发展方向和采购客户最受青睐的铸造产品之一,未来随着铝合金铸造技术的进步,它将在更大的舞台上展示自己的风采。
由于铝铸件组织疏松、孔隙率高,含有多种金属和非金属杂质,阳极氧化膜染色后极易出现白斑,铝铸件阳极氧化膜质量很难保证。对此,有关专家表示,可以采用以下几种方法来避免这个问题:第一,采用高电压大电流密度冲击法。在阳极氧化初期采取高电压、大电流冲击,使原先被杂质分割的大小"岛屿"通过大电流冲击而连接成片。第二,铝合金件表面打磨法。打磨可以使磨下来的铝末填充铸件的孔隙,起到连接被杂质隔离的块块"岛屿"的桥梁作用。第三,铸件表面喷丸法。在喷丸法试用之前笔者采用圆头锤子敲的方法,原意是想使阻隔"岛屿"的缝隙通过敲打闭合,达到连接成片的目的,结果效果显著。采用这几种方法就可有效避免铝铸件阳极氧化膜染色后出现白斑,从而保证其质量。
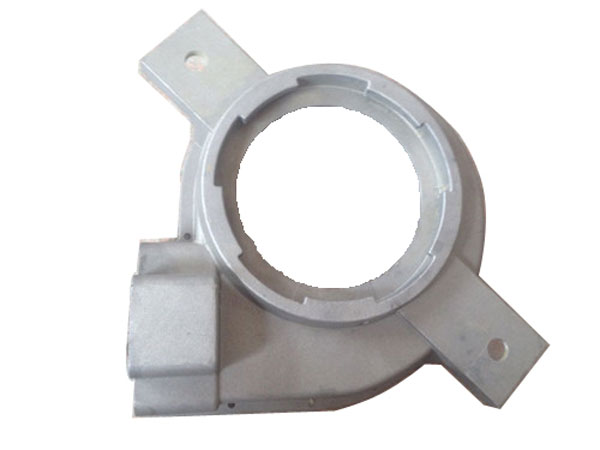
铝材料和铝合金具有良好的流动性和可塑性,因此可以做出各种形状复杂、难度大的压铸件,用铝合金和金属铝铸造的铸件具有较高的精度和表面光洁度,这在很大程度上减少了铸件的机械加工量、大大降低了劳动强度、同时节约了电力、金属材料。因其具有较高的内在质量和外在质量,铝合金压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、传动机械制造、精密仪器、园林美化、电力建设、等各个行业中,成为压铸业的新宠。
1化学成分
1.1铝合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定。
1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定。
2力学性能
2.1力学性能的检验方法,检验频率和检验规则应符合GB/T15115的规定。
2.2采用压铸件本体为试样时,切取部位的尺寸、测试形式由供需双方商定。
3压铸件几何尺寸的检验可按检验批量抽检或按GB2828、GB2829的规定进行,检验结果应符合本标准3.3的规定。
4压铸件表面质量的出厂检验应逐件检查,检验结果应符合本标准的规定。
5压铸件表面粗糙度按GB/T6060.1的规定执行。
6压铸件需抛光加工的表面按GB/T6060.4的规定执行。
7压铸件需喷丸、喷沙加工的表面按GB/T6060.5的规定执行。
8压铸件内部质量的试验方法及检验规则可以包括:X射线照片、无损探伤试验、金相图片和压铸件剖面等,其检验结果应符合本标准3.4.6的规定。
9其它试验方法及检验规则按GB/T15114的规定执行。
泊头市欧曼特模具厂为广大用户提供锌铸件,锌压铸件,压铸锌铝件,锌合金压铸件,锌合金压铸,锌铝合金件,锌铝合金压铸件,铝合金压铸件,压铸件,铝压铸件及零部件装配、包装运输等一系列优质服务。您还可以通过搜索锌合金压铸件厂,锌铝合金件厂,锌铝合金压铸件厂,铝合金压铸件厂,铝合金铸件厂来找到我公司,我们一定会一如既往,精益求精,不断进取,不断完善,保证我们卓越的品质和信誉。
向掌柜 靳经理 提问: