我国传动夹壳夹壳联轴器的技术和生产主要经历了三个阶段。一是20世纪50~60年代以自力更生为主,配合各种机械设备的制造,配套制造一些传动联结件,功率较小,品种少,不成套。二是 20 世纪 70 ~ 80 年代,随着对外开放,引进一些专利技术,也进口了各种机械设备,如引进奥地利盖斯林格的盖斯林格夹壳联轴器,对这一技术的发展和在国内推广应用起了关键作用。进口许多大型挖泥船及其它船舶,对大功率弹性夹壳联轴器和弹性离合器的消化吸收和发展应用也起了很大作用。三是近十几年来,各工业部门根据发展配套的需要,在原机械部机械院标准所的统一规划下开展了一系列传动联结件的标准化工作,进行了大量基础标准和产品标准的工作,为传动联结件的通用化、系列化、标准化发展打下了基础。 我国传动夹壳夹壳联轴器的技术和生产主要经历了三个阶段。一是20世纪50~60年代以自力更生为主,配合各种机械设备的制造,配套制造一些传动联结件,功率较小,品种少,不成套。二是 20 世纪 70 ~ 80 年代,随着对外开放,引进一些专利技术,也进口了各种机械设备,如引进奥地利盖斯林格的盖斯林格夹壳联轴器,对这一技术的发展和在国内推广应用起了关键作用。进口许多大型挖泥船及其它船舶,对大功率弹性夹壳联轴器和弹性离合器的消化吸收和发展应用也起了很大作用。三是近十几年来,各工业部门根据发展配套的需要,在原机械部机械院标准所的统一规划下开展了一系列传动联结件的标准化工作,进行了大量基础标准和产品标准的工作,为传动联结件的通用化、系列化、标准化发展打下了基础。
在国外,传动联结件的生产均以专业化为主,一般规模为中、小型,人员在数十至数百人,也有很多企业是全球性的,在世界各国有他们的生产、销售和服务网点。滑块联轴器也有一些传动联结件公司是大集团公司的一部分。这些传动夹壳夹壳联轴器公司的共同特点是产品技术含量高,适应当前重机配套的技术需要,加工设备先进,铸锻件及液压、电器元器件配套,管理先进,注重技术开发和技术进步。国内国营专业传动联结件生产厂不多,刚性联轴器也有一些大型冶金设备、重型设备、钢厂、电厂、造船厂有自已的工段式车间进行传动联结件的配套生产,而在汽车行业相对这些国营专业生产厂较多些。除此之外,小规模的民营企业较多,可以生产较为单一的产品。
近年来传动夹壳联轴器技术和应用发展趋势有以下几点:一是与主机、负载综合分析和配套。如工程机械、车辆、船舶动力传动,都需要传动联结件的特性与发动机和负载机械特性进行系统分析,从而进行传动联结件的最佳选择。二是对传动联结件质量要求的不断提高,这就对原材料、加工与装配工艺,产品的过程和最终检验的要求大大提高。三是随着主机要求的变化以及技术发展的需要,对传动联结件的技术发展和技术开发更为重视。四是传动联结件本身的配套向专业化发展。如离合器、制动器的摩擦材料、夹壳夹壳联轴器的弹性元件,离合器、制动器的液压、气动和电器元件,甚至铸锻件、热处理和标准件均更趋专业化。
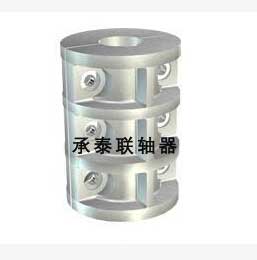
夹壳联轴器是利用两个沿轴向剖分的夹壳,用螺栓夹紧以实现两轴联接,靠两半联轴器表面间的摩擦力传递转矩,利用平键作辅助联接。夹壳联轴器两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。联轴器的找正是机器安装的重要工作之一。找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上。找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
夹壳联轴器运行时必须考虑扭振对传动系统的影响,这种影响因素与内燃机的缸数、各缸是否正常工作有关。此时一般应选用弹性联轴器,以调整轴系固有频率,降低扭振振幅,从而减振、缓冲、保护传动装置部件,改善对中性能,提高输出功率的稳定性。
夹壳联轴器由于轴孔过长,导致无法加工,因此在轴向中间的位置做一个吊环,一来是防止发生轴向窜动,二来是为了保证轴孔的精度。在实际应用中常用刚性联轴器代替弹性柱销联轴器联接搅拌轴与减速机出轴,取消底轴承或中间轴承等支点。这样使用简化了单支点支架的应条件,但只适宜于搅拌不强烈、功率较小,对轴承负荷较小的场合。这时联轴器应选用GT型刚性联轴器,以利轴向尺寸方面的微量调整,齿式联轴器原则上不能用JQ型夹壳联轴器,若采用夹壳联轴器,则必须对支点的轴承结构进行变动,采用带紧定的锥定调心滚子轴承,或者取掉夹壳联轴器中的吊环,使搅拌轴的轴向位置有适当调整的余地。
泊头市承泰联轴器有限责任公司http://www.czctlzq.com
梅花联轴器http://www.czctlzq.com/mhlzq
膜片联轴器http://www.czctlzq.com/mplzq
齿式联轴器http://www.czctlzq.com/txzxlzq
弹性联轴器http://www.czctlzq.com/zxcslzq |